Soluções Básicas
Limpe a placa de impressão: um bom bastão começa com uma boa superfície. Em caso de dúvida, limpe a placa de impressão com álcool e um pano de microfibra todas as vezes antes de imprimir. Naturalmente, você deve verificar se o material da placa de impressão que está usando é quimicamente compatível com álcool isopropílico. (Se você estiver usando vidro, um material de base muito comum, você deve ficar bem.) Isso garante que os contaminantes na placa de impressão não evitem que o plástico grude na superfície de impressão.
Há muitas coisas que você pode fazer para criar uma boa superfície para as impressões 3D:
Nivele a placa de impressão: O nivelamento da placa de impressão garantirá que o filamento derretido esteja perto o suficiente da placa de impressão para aderir. Esta é a primeira coisa que deve ser verificada quando as impressões não estão grudando na placa de impressão.
Ajuste a temperatura do bico: uma grande diferença de temperatura entre o plástico extrudado e o plástico de resfriamento provavelmente causará deformação na impressão. Isso acontece ao imprimir com ABS, pois a faixa de temperatura (210–250 ° C) pode causar forças de expansão térmica na impressão. Isso contribui para que as bordas da impressão deformem durante a impressão.
Use uma borda impressa em 3D: as bordas são usadas para aumentar a área de superfície que a impressão tem em contato com a superfície de construção. Mais contato significa mais força de retenção, portanto, usar uma aba sempre melhora a adesão à impressão.
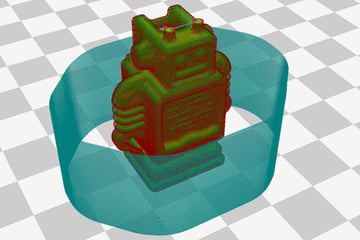
Use uma jangada impressa em 3D: as jangadas são usadas para remover a camada inferior potencialmente problemática da impressão da equação, compensando-a com uma plataforma fácil de imprimir. Se você está tendo problemas de adesão à cama, uma jangada é a responsável pela sua impressão. Deve-se observar que o acabamento da impressão na jangada pode parecer ruim. Isso se deve à parte que flutua no topo da jangada durante a impressão. Assim, se a superfície em contato com a jangada não precisa parecer perfeita, este pode ser o melhor método para melhorar a adesão.
Alterar a velocidade do ventilador: A velocidade do ventilador durante a primeira camada e toda a impressão pode ter um efeito na adesão da impressão. Em geral, quanto mais tempo o plástico estiver fundido, melhor ele irá aderir. Portanto, menos velocidade do ventilador geralmente resulta em melhores resultados. No entanto, isso deve ser equilibrado com as necessidades de resfriamento do plástico. Sem qualquer resfriamento, o filamento ficará muito derretido e a geometria da impressão será comprometida.
Use uma proteção contra correntes de ar impressa em 3D: as proteções contra correntes de ar ajudam a evitar empenamento, mantendo algum calor residual ao redor da impressão durante a impressão. Isso cria uma diferença de temperatura menor entre a impressão e o ar circundante e, portanto, menos forças puxando a impressão para fora da superfície de construção.
Configure os detalhes da primeira camada: Existem muitas outras configurações que afetam a primeira camada. Recomendamos que você leia sobre como aperfeiçoar as configurações da primeira camada para obter a melhor adesão possível. Isso fornecerá detalhes sobre a aparência de sua primeira camada. Além disso, explica como imprimir a primeira camada em relação a configurações como velocidade.
Sem comentários:
Enviar um comentário
Comente de forma construtiva...
Nota: só um membro deste blogue pode publicar um comentário.